



In the realm of industrial thermal processing, the vacuum dryer represents a critical convergence of thermodynamics, mechanical design, and process control. For applications ranging from pharmaceutical intermediates to high-performance polymers and sensitive food ingredients, the selection of drying technology directly dictates product purity, yield, and energy efficiency. Unlike conventional convective drying, which relies on high-temperature airflows, a vacuum dryer operates under reduced pressure, fundamentally altering the vaporization dynamics of solvents and moisture. This article provides a technical deep-dive into the engineering principles, application-specific configurations, and operational strategies that define modern vacuum drying, drawing on industry-proven methodologies from specialists like Nasan.
The operational superiority of a vacuum dryer is rooted in the relationship between pressure and boiling point. By reducing the chamber pressure, the boiling point of the liquid phase (water or organic solvent) decreases significantly. This allows for rapid evaporation at low temperatures—a critical factor for thermo-labile compounds. From a mass transfer perspective, the pressure gradient between the interior of the solid matrix and the surrounding vapor space is maximized, accelerating diffusion-limited drying phases. This is not merely a matter of speed; it is about precision. Modern systems incorporate:
Multi-stage pressure control: Programmable ramping to prevent case hardening.
Condenser integration: Closed-loop solvent recovery that meets environmental emission standards.
Heat transfer optimization: Using conduction via heated shelves or agitated media to ensure uniform energy distribution without thermal degradation.
For engineers evaluating capital equipment, the distinction lies in the heat transfer mechanism. A vacuum dryer configured for conductive heating (such as a paddle or rotary design) offers superior thermal efficiency compared to convective vacuum ovens, particularly when dealing with high-viscosity pastes or crystalline solids.
Selecting the correct configuration requires an analysis of the material’s rheology, solvent characteristics, and final particle size distribution. Below is a technical breakdown of dominant industrial categories.
Common in pharmaceutical API manufacturing, ANFDs combine filtration and drying in a single vessel. The vacuum dryer functionality here relies on a heated jacket and a slowly rotating agitator that plows the product bed. This design minimizes residence time variance and is ideal for hazardous materials where containment is paramount. Key engineering considerations include:
Agitator tip speed control to prevent crystal breakage.
Bottom discharge valves that maintain containment integrity under full vacuum.
Inert gas purging (nitrogen) to prevent oxidation or dust explosions.
For high-capacity continuous or batch processing of slurries and wet cakes, the rotary paddle dryer offers robust performance. The vessel’s slow rotation and heated paddles provide a high heat transfer coefficient (typically 50–120 W/m²·K). These systems are prevalent in specialty chemical and polymer drying, where residual solvent levels must be reduced to parts-per-million (ppm) ranges. The combination of mechanical agitation and vacuum exposure ensures that even materials with high viscosity are constantly renewed at the heat transfer surface.
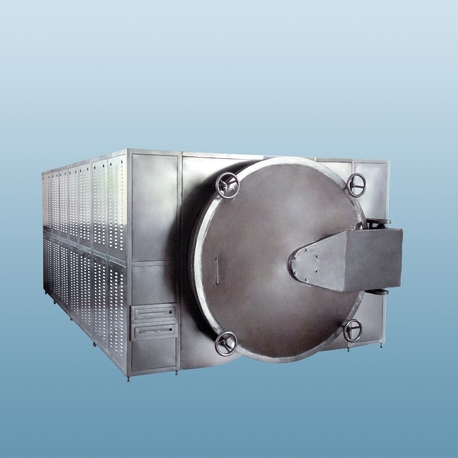
When dealing with heat-sensitive granules or fragile materials that cannot withstand mechanical agitation, shelf dryers remain the standard. These units prioritize gentle processing. The vacuum dryer in this configuration uses heated shelves where product trays rest. While batch times are longer, the advantage lies in simplicity of cleaning (cross-contamination prevention) and the ability to dry multiple distinct batches simultaneously. Modern iterations feature programmable logic controllers (PLC) that manage vacuum break cycles to enhance moisture migration.
The versatility of vacuum drying technology is best illustrated through specific industrial scenarios. Each application imposes distinct constraints on equipment design, materials of construction, and validation protocols.
In active pharmaceutical ingredient (API) manufacturing, the vacuum dryer must satisfy current Good Manufacturing Practices (cGMP). This entails sanitary welds, electro-polished stainless steel (316L) surfaces, and validated cleaning-in-place (CIP) systems. A key challenge is drying high-potency compounds where operator exposure must be zero. Here, Nasan integrates high-containment barrier systems with their vacuum dryer lines, ensuring that both solvent recovery and personnel safety are maintained. The use of nitrogen blanketing further prevents degradation of oxygen-sensitive molecules.
Electrode materials such as lithium cobalt oxide or nickel manganese cobalt (NMC) require residual moisture levels below 500 ppm. Any excess moisture leads to electrolyte decomposition and capacity fade. Vacuum dryers used in this sector incorporate high-temperature thermal fluids (up to 220°C) and multi-stage vacuum systems that achieve absolute pressures below 10 mbar. The challenge is to achieve uniform drying without agglomerating nano-sized particles. Agitated designs with specialized chopper blades are employed to maintain powder flowability.
For probiotics, enzymes, and botanical extracts, thermal degradation is the primary risk. A low-temperature vacuum dryer allows dehydration at 30–50°C, preserving cell viability and phytochemical profiles. The challenge is maintaining homogeneity in products with high sugar content, which becomes sticky during drying. Paddle designs with intermittent scraping cycles prevent build-up, while automated vacuum control prevents foaming during initial evaporation phases.
Moving beyond qualitative descriptions, we evaluate vacuum dryer performance through specific engineering metrics that impact total cost of ownership (TCO).
Heat Transfer Coefficient (U-value): In conductive dryers, U-values range from 40 W/m²·K (for viscous pastes) to over 150 W/m²·K (for free-flowing solids). Lower values indicate inefficient energy transfer, increasing batch cycle times.
Residual Solvent Analysis: Using headspace gas chromatography (HS-GC), modern systems consistently achieve residual levels below 0.1% for Class 3 solvents, and <50 ppm for Class 1 and 2 solvents, crucial for toxicological safety.
Specific Energy Consumption (SEC): Expressed as kWh per kg of solvent removed. Advanced vacuum dryers with variable frequency drives (VFD) on agitators and vacuum pumps reduce SEC by 20-30% compared to fixed-speed counterparts.
Despite the robust design, industrial drying processes encounter recurring challenges. Expert implementation focuses on mitigating these through control architecture and predictive maintenance.
Solution: This often stems from poor material movement or uneven heat transfer. Implementing process analytical technology (PAT) such as near-infrared (NIR) probes allows real-time monitoring of moisture gradients. When integrated with PLC logic, the agitator speed or vacuum level can be modulated mid-cycle to equalize drying. Additionally, ensuring the vacuum dryer is equipped with a high-torque, variable-speed drive prevents dead zones in the product bed.
Solution: Regulatory pressure on volatile organic compound (VOC) emissions demands closed-loop systems. Instead of venting solvent-laden vapor, modern dryers incorporate deep-chilled condensers (-20°C to -40°C) that recover >99.5% of solvents. This not only reduces environmental impact but also transforms a disposal cost into a recovered asset. Nasan designs these integrated recovery systems to align with EPA and EU solvent emission directives.
Solution: The fundamental advantage of vacuum processing is low-temperature operation. However, extended residence time at elevated temperature can still cause degradation. Advanced systems utilize pulsed vacuum technology—alternating between vacuum and inert gas pressure to induce micro-expansion of the material, releasing internal moisture without prolonged thermal exposure. This technique reduces overall drying time by up to 40% while maintaining product potency.
The longevity of a vacuum dryer is intrinsically tied to material compatibility. For chloride-containing processes or acidic intermediates, Hastelloy C-22 or titanium construction may be specified over standard 316L stainless steel to prevent pitting corrosion and stress corrosion cracking. From a maintenance standpoint, mechanical seals on agitator shafts are the highest wear component. Dual mechanical seals with barrier fluid reservoirs and leak detection sensors are now standard in continuous pharmaceutical and chemical operations to prevent product contamination and ensure operator safety.

While the capital expenditure for a high-specification vacuum dryer is significant, the return on investment is realized through multiple channels. First, reduced drying cycles increase batch throughput, effectively debottlenecking production. Second, superior solvent recovery yields direct financial returns, particularly with high-cost solvents like acetone or ethanol. Third, improved product quality—specifically consistent particle size and purity—reduces rejection rates and enhances final product value. For manufacturers processing high-value goods, the payback period often falls within 12 to 24 months.
A1: Industrial vacuum dryers typically operate between 1 mbar and 100 mbar absolute pressure, depending on the vacuum pump configuration (oil-sealed rotary vane, dry screw, or steam ejector systems). Lower absolute pressure reduces the boiling point of the solvent, accelerating evaporation. However, overly aggressive vacuum can lead to "foaming" in liquid-rich pastes. The optimal pressure profile often involves a staged approach—starting at 50–100 mbar to remove bulk solvent, then stepping down to 5–10 mbar to achieve final ppm-level dryness. This balance minimizes total cycle time while preventing product defects.
A2: While both operate under vacuum, the mechanisms differ fundamentally. A vacuum dryer (particularly agitated or shelf types) uses conductive or radiant heat to drive off solvent from a material that already has some structural integrity. Lyophilization involves freezing the product first, then sublimating ice directly to vapor under high vacuum, preserving a porous structure. For APIs that are crystalline and stable at moderate temperatures (40–80°C), a vacuum dryer is faster and more energy-efficient. For highly heat-sensitive biologics or injectable powders that require a fluffy, fast-dissolving matrix, lyophilization is preferred. Selection depends on the final product’s critical quality attributes.
A3: For flammable solvents (e.g., ethanol, methanol, acetone), the equipment must comply with ATEX (Europe) or NEC/NEMA (North America) classifications. Critical features include: (1) Anti-static agitator seals and grounding to prevent electrostatic discharge; (2) Inert gas (nitrogen) purging to maintain oxygen concentration below the limiting oxygen concentration (LOC); (3) Bursting discs or pressure relief valves sized for deflagration venting; (4) Temperature sensors interlocked with the heating system to prevent runaway exothermic reactions. Reputable manufacturers like Nasan provide full documentation for zone classification compliance.
A4: Cleaning validation for multi-product use relies on a combination of design-for-cleanliness and analytical verification. The vacuum dryer should feature spray balls or CIP nozzles capable of reaching all internal surfaces, including the agitator shaft and baffles. Rinse water samples are tested for total organic carbon (TOC) and specific active residues using High-Performance Liquid Chromatography (HPLC). Visual inspection via borescopes through dedicated ports ensures no residue remains in crevices. For high-containment applications, swab sampling of worst-case locations (e.g., shaft seals, discharge valve seats) is mandatory. Documentation of cleaning protocols is essential for FDA/EMA audits.
A5: Mechanical seal degradation typically manifests as: (1) A gradual inability to reach target vacuum pressure; (2) Visible leakage of product or barrier fluid around the shaft; (3) Unusual noise or vibration from the seal housing. For continuously operated dryers, seal life is generally 3–5 years under normal conditions. However, abrasive materials (e.g., crystalline APIs) can reduce this to 18–24 months. Proactive maintenance includes monitoring the barrier fluid reservoir for contamination and using vibration analysis to detect early wear. Replacing seals during scheduled plant shutdowns prevents unplanned downtime, which can cost significantly more than the seal component itself.
In conclusion, the selection and operation of a vacuum dryer is a sophisticated engineering decision that directly impacts product quality, operational safety, and economic return. By focusing on heat transfer efficiency, material compatibility, and process control architecture, manufacturers can achieve superior drying outcomes. For specialized applications requiring tailored solutions, engaging with an experienced partner like Nasan ensures that the equipment is not just a component, but a strategic asset in the production line.





